Computer Vision with No Extra Investment: CIRCE Adds Intelligence to Your Existing Cameras

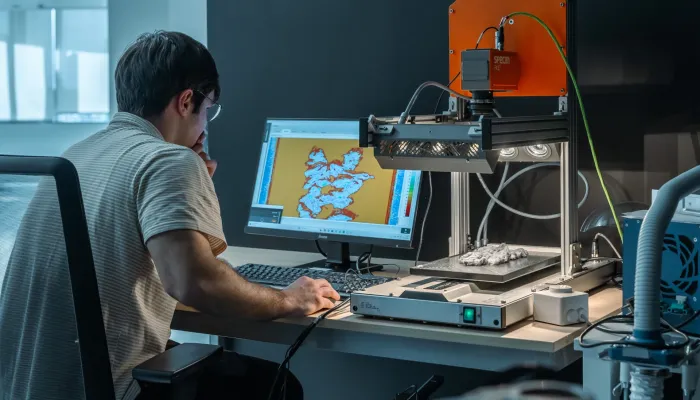
In many industrial plants, cameras are already part of the landscape: they watch production lines, control access points, or record shifts without intervening in what’s happening. But imagine if those same cameras could think. If the one focused on the line could alert you to the exact point where a stoppage starts and help you restart production in minutes. If the one that only recorded images could inspect every part, detect a defect before it leaves the warehouse, and prevent costly returns. Or if the camera monitoring a work area could recognize when an operator enters without the required protective equipment. And on top of that, imagine these cameras being able to learn and continuously optimize their performance through artificial intelligence algorithms specifically designed for each use case.
When cameras become intelligent, they stop being simple observers and turn into a competitive advantage: they optimize processes, reduce costs, and take quality and safety to the next level.
How Computer Vision Turns the Industrial Plant into a Source of Operational Intelligence
Integrating advanced image-analysis algorithms transforms existing systems into intelligent data sources that create value across different areas of the company. Far from being a one-off technology investment, industrial computer vision becomes a strategic resource to optimize processes, reinforce safety, and move toward more efficient and sustainable production.
Smarter, More Profitable Operations
Visual analysis helps anticipate failures and optimize resource use. Cameras can monitor machinery to detect leaks, abnormal vibrations, or overheating, enabling predictive maintenance strategies that prevent unexpected downtime and costly repairs.
Likewise, they help control energy consumption by identifying equipment left running without use or operational bottlenecks, contributing to more efficient and sustainable production.

Real-Time Safety and Control
Computer vision makes it possible to automate critical safety and supervision tasks. Cameras can verify the use of PPE, control access to restricted areas, or generate alerts in response to unsafe behavior.
They can also track material flow or visually record each production batch, improving traceability and simplifying audits.
Together, these capabilities increase the reliability of plant monitoring and reduce incident risk, strengthening occupational risk prevention and regulatory compliance.
Higher Efficiency and Quality in Production
Those same cameras become key tools for automated quality control. They detect defects such as cracks, deformations, faulty welds, or paint and assembly errors. They also allow evaluation of finishes—such as color, texture, or gloss—and can connect to automatic rejection systems that remove non-conforming parts from the line.
These functions make computer vision a direct ally of productivity and quality, reducing inspection time, human error, and rework.
Leveraging Existing Infrastructure with CIRCE’s Added Value
One of the main advantages of this solution is that, in many cases, it does not require replacing your current camera system. CIRCE adapts computer vision technology to the existing infrastructure, reducing implementation costs and enabling fast, non-intrusive integration.
The result: a safer, more efficient, and better connected plant that maximizes the value of your prior investment in video systems.
At CIRCE, we help companies transform their video systems into intelligent monitoring and control tools.
Get in touch with our team!